Centrum technologiczne CNC


Toczenie CNC – skomplikowanych kształtów dzięki tokarkom CNC. Uzyskiwanie dużej dokładności wymiarowej i powtarzalności.
Gabaryty:
Średnica toczenia fi 300, długość toczenia 300, obroty wrzeciona 6000, przelot wrzeciona fi 45
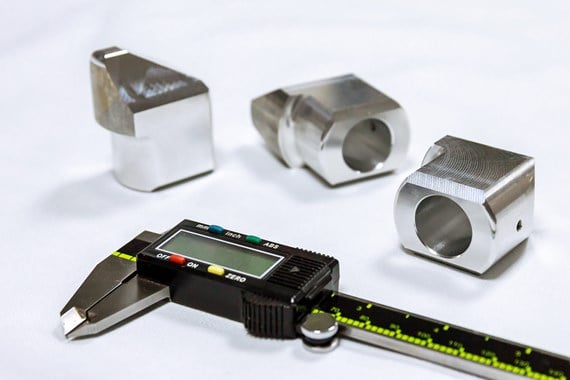
Toczenie prostych kształtów elementów obrotowych o dokładnych wymiarach dzięki odczytom cyfrowym na tokarkach konwencjonalnych przystosowanych do prac jednostkowych i małoseryjnych.
Gabaryty:
Średnica toczenia nad suportem fi 210, nad łożem fi 400, długość toczenia 1500, obroty wrzeciona 2000, przelot wrzeciona fi 56

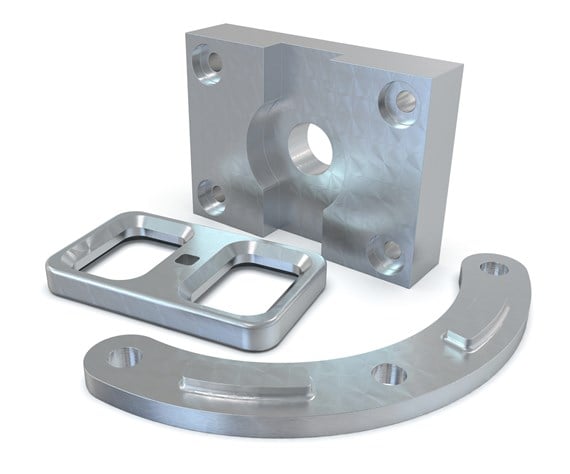
Frezowanie CNC – skomplikowanych i dokładnych kształtów dzięki centrom obróbczym CNC oraz frezarce bramowej CNC.
Gabaryty:
Centra obróbcze CNC:1050x570x510, obroty wrzeciona 12 000
Frezarka bramowa CNC: 1150x700x800 (oś W), wysuw pinoli 300, obroty wrzeciona 2000
Frezowanie konwencjonalne - Frezowanie prostych kształtów z dużymi dokładnościami, dzięki frezarkom konwencjonalnym z odczytami cyfrowymi.
Gabaryty:
1120x710x630, obroty wrzeciona do 3800
Elektrodrążenie – (wycinanie) drutowe, wycinanie skomplikowanych kształtów przelotowych z bardzo dużą dokładnością i małą chropowatością powierzchni. Idealne do obróbki materiałów trudnoskrawalnych jak np. stale hartowane, węgliki spiekane oraz do pracy, gdzie wymagany byłby duży wysięg narzędzia.
Gabaryty:
Zakres cięcia 250x350x220, cięcie kątowe +-22° na wysokości 80mm, max wymiary przedmiotu 765x535x215

Szlifowanie – obróbka wykończeniowa powierzchni za pomocą narzędzi ściernych, w wyniku której uzyskuje się duże dokładności wymiarowe, kształtowe oraz małą chropowatość powierzchni. Wykonujemy szlifowanie wałków (kłowe), otworów i płaszczyzn. Stosujemy ściernice z elektrokorundu, borazonowe i diamentowe.
Gabaryty:
Szlifowanie płaszczyzn: 1200x450x500; 500x200x430
Szlifowanie wałków: średnica szlifowania fi 200,długość szlifowania 700
Szlifowanie otworów: długość szlifowania: 200 mm, maks. średnica szlifowanego otworu: 200 mm, min. średnica szlifowanego otworu: 10 mm

Obróbka cieplna
Hartowanie rodzaj obróbki cieplnej materiału polegający na nagrzaniu danego materiału do odpowiedniej temperatury, wytrzymaniu w tej temperaturze przez czas konieczny do przebudowy struktury wewnętrznej oraz następnym odpowiednio szybkim schłodzeniu. Hartowanie powoduje wzrost własności wytrzymałościowych m. in twardości, wytrzymałości, odporności na ścieranie kosztem wzrostu kruchości oraz spadku plastyczności.
Odpuszczanie proces obróbki cieplnej, któremu poddawana jest stal wcześniej zahartowana. Celem odpuszczania jest usunięcie naprężeń hartowniczych oraz zmiana własności fizycznych zahartowanej stali, a przede wszystkim podniesienie udarności kosztem zmniejszenia twardości.
Gabaryty:
Wymiary komory pieca: 300x300x500, max temperatura 1100°C










{kind=link}